Question: Circuit Board Fabricators, Inc. (CBF), is a
Circuit Board Fabricators, Inc. (CBF), is a small manufacturer of circuit boards located in California near San Jose. Companies such as Apple Computer and Hewlett- Packard use the company to make boards for prototypes of new products. It is important that CBF give quick and very high-quality service. The engineers working on the new products are on a tight schedule and have little patience with sloppy work or missed delivery dates.
Circuit boards are a rigid flat surface where electronic components are mounted. Electronic components such as integrated circuits, resistors, capacitors, and diodes are soldered to the boards. Lines called “traces†are etched on the board and electronically connect the components. Since the electronic traces cannot cross, holes through the circuit board are used to connect traces on both sides of the boards, thus allowing complex circuits to be implemented. These boards often are designed with 40 to 50 components that are connected through hundreds of traces on a small four-by six-inch board.
CBF has developed a good business plan. It has four standard-size board configurations and has automated much of its process for making these standard boards. Fabricating the boards requires CBF’s numerically controlled (NC) equipment to be programmed. This is largely an automated process that works directly from engineering drawings that are formatted using industry standard codes.
Currently, the typical order is for 60 boards. Engineers at customer companies prepare a computer-aided design (CAD) drawing of the board. This CAD drawing precisely specifies each circuit trace, circuit pass-through holes, and component mounting points on the board. An electronic version of the drawing is used by a CBF process engineer to program the NC machines used to fabricate the boards.
Due to losses in the system, CBF has a policy of increasing the size of an order by 25 percent. For example, for a typical order consisting of 60 boards, 75 boards would be started through the process. Fifteen percent of the boards are typically rejected during an inspection that occurs early in the manufacturing process and another 5 percent of the remaining boards are rejected in the final test. Board Fabrication Process CBF purchases circuit board blanks from a vendor. These boards are made from woven fiberglass cloth that is impregnated with epoxy. A layer of copper is laminated onto each side to form a blank board. The blank board comes from the vendor trimmed to the standard sizes that CBF’s numerically controlled equipment can handle. The following is a description of the steps involved in processing an order at CBF:
1. Order acceptance. Check to verify that the order fits within the specification of boards that can be produced with CBF equipment. The process engineer at CBF works with the customer engineer to resolve any problems with the order.
2. NC machine programming. CAD information is used to program the machines to produce the order.
3. Board fabrication.
a. Clean. Each board is manually loaded into this machine by an operator. The machine then cleans the boards with a special chemical. Each board is then automatically transferred to the coating machine.
b. Coat. A liquid plastic coating is deposited on both sides of the board. Following this process, Case: Circuit Board Fabricators, Inc. cart, with a complete order of boards, is then moved immediately to the “clean room.â€
c. Expose. This photographic process makes the exposed plastic coating resistant to dissolving in the areas where the copper traces are needed. An operator must attend to this machine 100 percent of the time, and load and unload each individual board.
d. Develop. Each board is manually loaded onto this machine. The boards are dipped by the machine, one-at-a-time, in a chemical bath that dissolves the plastic and the underlying copper in the proper areas. After dipping, the machine places each board on a conveyor.
e. Inspect. Each board is picked from the conveyor as it comes from the developer. The board is optically checked for defects using a machine similar to a scanner. Approximately 15 percent of the boards are rejected at this point. Boards that pass inspection are placed back on the conveyor that feeds the bake oven. Two inspectors are used at this station.
f. Bake. Boards travel through a bake oven that hardens the plastic coating, thus protecting the traces. Boards are then manually unloaded and placed on a cart. When all the boards for an order are on the cart, it is moved to the drilling machines.
g. Drilling. Holes are drilled using an NC machine to connect circuits on both sides of the board. The boards are manually loaded and unloaded. The machines are arranged so that one person can keep two machines going simultaneously. The cart is used to move the boards to the copper plate bath.
h. Copper plate. Copper is deposited inside the holes by running the boards through a special copper plating bath. This copper connects the traces on both sides of the board. Each board is manually loaded on a conveyor that passes through the plating bath. Two people are needed for this process, one loading and a second unloading the conveyor. On completion of plating, boards are moved on the cart to the final test machines.
i. Final test. Using a special NC machine, a final electrical test of each board is performed to check the integrity of the circuits. On average, approximately 5 percent of the boards fail this test. The boards are manually loaded and unloaded. One person is needed to operate each machine and sort the good and bad boards. The cart is used to move the good boards to the shipping area. The bad boards are scrapped.
4. Shipping. The completed order is packed and shipped to the customer.
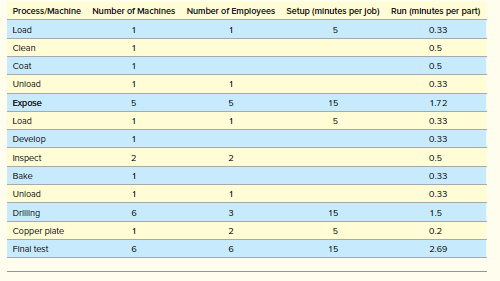
The plant was designed to run 1,000 boards per day when running five days a week and one eight-hour shift per day. Unfortunately, to date, it has not come near that capacity, and on a good day it is able to produce only about 700 boards. Data concerning the standard setup and run times for the fabrication process are given in Exhibit 7.8. These times include allowances for morning and afternoon breaks, but do not include time for the half-hour lunch period. In addition, data on current staffing levels also are provided. The CBF process engineer insists that the capacity at each process is sufficient to run 1,000 boards per day. In order to help understand the problem, CBF hired a consulting company to help solve the problem.
Circuit Board Fabricators—Process Data
Required output per shift……………………….1,000
Average job size (boards) ………………………….60
Production hours per day …………………………7.5
Working days per week ……………………………..5
Questions
CBF hired you to help determine why it is not able to produce the 1,000 boards per day.
1. What type of process flow structure is CBF using?
2. Diagram the process in a manner similar to Exhibit 7.7.
3. Analyze the capacity of the process.
4. What is the impact of losses in the process in the inspection and final test?
5. What recommendations would you make for a short-term solution to CBF’s problems?
6. What long-term recommendations would you make?
Transcribed Image Text:
Number of Machines Number of Employees Setup (minutes per Job) Run (minutes per part) Process/Machine Load 0.33 Clean 1 0.5 Coat 0.5 Unload 1 1 0.33 Еxpose 15 1.72 Load 1 5 0.33 Develop 0.33 Inspect 2 2 0.5 Bake 0.33 Unload 1 1 0.33 Drilling 6. 3 15 1.5 Соpper plate 2 0.2 Final test 6 15 2.69
> Prepare a parts explosion to support the master schedule. What parts should be ordered each week? Are there enough planned orders in time to support your master schedule?
> Evaluate the current inventory management system at Southern Toro. What inventory management system would you recommend?
> Given a business strategy of being the word leader in manufacturing electric cars with innovative technology, what operations and supply chain strategy do you think BYD should pursue? Identify what operations and supply chain should do to help BYD compet
> What other factors should be considered in making this decision?
> Use the classical decomposition method to forecast average demand for 2016 by month. What is your forecast of monthly average demand for 2016?
> W. W. Grainger, Inc., is a leading supplier of maintenance, repair, and operating (MRO) products to businesses and institutions in the United States, Canada, and Mexico, with an expanding presence in Japan, India, China, and Panama. The company works wit
> A manufacturer has two shipments to make from Minneapolis to Chicago. Both shipments weigh 8500 pounds. The two shipments can be shipped separately to Chicago at a cost of $2.00 per mile for a total of 409 miles and will take one day for each shipment. T
> Why is trucking the most used mode of transportation relative to rail or water?
> A service company has the following financial information (in millions of $) Sales………………………………………………………………….. $510 Cost of outsourced facilitating goods ……………………….210 Cost of in-house services provided ………………………….199 Administrative costs …………………….………………
> Why are sourcing decisions considered to be strategic?
> Define the supply chains for the following products from the first source of raw materials to the final customer: a. Big Mac b. Gasoline c. Automobile repair d. A textbook
> Why is demand history irrelevant for the management of raw-materials and work-in-process inventories?
> A supplier has come to you and offered the following deal. If you buy 29 or fewer cases of cleaning solution, the cost will be $25 for each case. If you buy 30 or more cases, the cost will be $20 per case. Assume your cost of carrying inventory is 15 per
> The Grinell Machine Shop makes a line of metal tables. Some of these tables are carried in finished goods inventory. A particular table has the following characteristics: Sales = 300 per year Setup cost = $1200 per setup (this includes machine setup for
> Why are stockout costs difficult to determine? Suggest an approach that might be used to estimate them
> The following activities are required in starting up a new plant: a. Draw a network for this project. b. Make a forward and backward pass to determine ES, LS, EF, and LF. c. Calculate slack. d. Prepare a Gantt chart for this project. Immediate Acti
> What is the term used to refer to inventory while in distribution – i.e. being moved within the supply chain?
> The annual demand for a product is 15,600 units. The weekly demand is 300 units with a standard deviation of 90 units. The cost to place an order is $31.20, and the time from ordering to receipt is four weeks. The annual inventory carrying cost is $0.10
> Would you expect the exponential distribution to be a good approximation of service times for a. Buying an airline ticket at the airport? b. Riding a merry-go-round at a carnival? c. Checking out of a hotel? d. Completing a midterm exam in your OM class?
> Why should a manager of a bank home office be evaluated differently than a manager of a bank branch?
> The manager of a small post office is concerned that the growing township is overloading the one-window service being offered. Sample data are collected on 100 individuals who arrive for service. Using the following random number sequence, simulate six
> You are planning the new layout for the local branch of the Sixth Ninth Bank. You are considering separate cashier windows for the three different classes of service. Each class of service would be separate, with its own cashiers and customers. Oddly eno
> Palin’s Muffler Shop has one standard muffler that fits a large variety of cars. The shop wishes to establish a periodic review system to manage inventory of this standard muffler. Use the information in the following table to determine
> At a border inspection station, vehicles arrive at the rate of 10 per hour in a Poisson distribution. For simplicity in this problem, assume there is only one lane and one inspector, who can inspect vehicles at the rate of 12 per hour in an exponentially
> W. W. Grainger, Inc., is a leading supplier of maintenance, repair, and operating (MRO) products to businesses and institutions in the United States, Canada, and Mexico, with an expanding presence in Japan, India, China, and Panama. The company works wit
> What is the term used to refer to inventory while in distribution – i.e. being moved within the supply chain?
> As we discussed at the beginning of the chapter, Starbucks has a large, global supply chain that must efficiently supply over 17,000 stores. Although the stores might appear to be very similar, they are actually very different. Depending on the location
> The flow of materials through eight departments is shown as follows. Even though the table shows flows into and out of the different departments, assume that the direction of flow is not important. In addition, assume that the cost of moving material dep
> 1. Using Exhibit 1.3 as a model, describe the source-make-deliver-return relationships in the following systems: a. An airline b. An automobile manufacturer c. A hospital d. An insurance company Making Sourcing Planning Delivering Returning
> Why might it be difficult to develop a manufacturing cell?
> What are the implications for cost accounting of lean production?
> Explain the relationship between quality and productivity under the lean philosophy.
> Daily demand for a certain product is normally distributed, with a mean of 100 and a standard deviation of 15. The supplier is reliable and maintains a constant lead time of 5 days. The cost of placing an order is $10 and the cost of holding inventory is
> Consider the following financial data from the past year for Midwest Outdoor Equipment Corporation. a. Compute the receivable turnover ratio. b. Compute the inventory turnover ratio. c. Compute the asset turnover ratio. Gross Income $25,240,000 Total
> The annual demand for a product is 15,600 units. The weekly demand is 300 units with a standard deviation of 90 units. The cost to place an order is $31.20, and the time from ordering to receipt is four weeks. The annual inventory carrying cost is $0.10
> Why is lean hard to implement in practice?
> Will lean work in service environments? Why or why not?
> With so much productive capacity and room for expansion in the United States, why would a company based in the United States choose to purchase items from foreign firm? Discuss the pros and cons.
> In which ways, if any, are the following systems analogous to Kanban: returning empty bottles to the supermarket and picking up filled one; running a hot dog stand at lunchtime; withdrawing money from a checking account; raking leaves into bags?
> As the field of OSCM has advanced, new concepts have been applied to help companies compete in a number of ways, including the advertisement of the firm’s products or services. One recent concept to gain the attention of companies is promoting sustainab
> Explain how cards are used in a Kanban system.
> Discuss what is meant by forward loading and backward loading.
> What are the roles of suppliers and customers in a lean system?
> The following activities are part of a project to be scheduled using CPM: a. Draw the network. b. What is the critical path? c. How many weeks will it take to complete the project? d. How much slack does activity B have? АСTIVITY IMMEDIATE PREDECES
> What difference does it make if a customer wants a 10,000 unit order produced and delivered all at one time or in 2,500 unit batches?
> What inventory-related term is used to refer to points in a health care process where waiting takes place, either before or after treatment takes place?
> At first glance, the concepts of the focused factory and capacity flexibility may seem to contradict each other. Do they really?
> A fishing boat manufacturer, Pro Fishing Boats, is having many problems with critical globally sourced parts. Pro Fishing has two manufacturing facilities in the United States. The firm’s reliance on efficient global supply chain operations is i
> You are planning employees for a bank. You plan for six tellers. Tellers take 15 minutes per customer, with a standard deviation of seven minutes. Customers will arrive one every three minutes according to an exponential distribution (recall that the sta
> Discuss how a production system is scheduled using MRP logic, JIT logic, and synchronous manufacturing logic.
> Cyprus Citrus Cooperative ships a high volume of individual orders for oranges to northern Europe. The paperwork for the shipping notices is done in the accompanying layout. Revise the layout to improve the flow and conserve space if possible. Filke
> Value stream mapping involves first developing a baseline map of the current situation of a company’s external and/or internal operations, and then applying lean concepts, developing a future state map that shows improved operations. Ex
> What type of worker constitutes the largest component of the hospital’s workforce?
> A cafeteria serving line has a coffee urn from which customers serve themselves. Arrivals at the urn follow a Poisson distribution at the rate of three per minute. In serving themselves, customers take about 15 seconds, exponentially distributed. a. How
> Do you think learning curve analysis has application in a service business like a restaurant? Why or why not?
> The Bijou Theater shows vintage movies. Customers arrive at the theater line at the rate of 100 per hour. The ticket seller averages 30 seconds per customer, which includes placing validation stamps on customers’ parking lot receipts and punching their f
> Students arrive at the Administrative Services Office at an average of one every 15 minutes, and their requests take, on average, 10 minutes to be processed. The service counter is staffed by only one clerk, Judy Gumshoes, who works eight hours per day.
> A bank of machines in a manufacturing shop breaks down according to the following interarrival time distribution. The time it takes one repairperson to complete the repair of a machine is given in the service time distribution. Simulate the breakdown o
> During the campus Spring Fling, the bumper car amusement attraction has a problem of cars becoming disabled and in need of repair. Repair personnel can be hired at the rate of $20 per hour, but they only work as one team. Thus, if one person is hired, he
> One manufacturer has seen a typical learning percentage of 90% in their firm. They have recently found out that a competitor of theirs has a percentage of 85%. What do you think about this?
> “Shouldice Hospital, the house that hernias built, is a converted country estate which gives the hospital ‘a country club’ appeal.” A quote from American Medical News Shouldice Hosp
> Why would subcontractors for a government project want their activities on the critical path? Under what conditions would they try to avoid being on the critical path?
> What factors account for the resurgence of interest in OSCM today?
> Francis Johnson’s plant needs to design an efficient assembly line to make a new product. The assembly line needs to produce 15 units per hour, and there is room for only four workstations. The tasks and the order in which they must be
> Discuss ways to use lean to improve one of the following: a pizza restaurant, a hospital, or an auto dealership.
> As Operations Manager, you are concerned about being able to meet sales requirements in the coming months. You have just been given the following production report. Find the average monthly productivity (units per machine hour). JAN FEB MAR APR Uni
> MRP is based on what type of demand?
> Various financial data for the past two years follow. Calculate the total productivity measure and the partial measures for labor, capital, and raw materials for this company for both years. What do these measures tell you about this compa
> Compare the importance and relevance of quality control in JIT, MRP, and synchronous manufacturing.
> A U.S. manufacturing company operating a subsidiary in an LDC (less-developed country) shows the following results: a. Calculate partial labor and capital productivity figures for the parent and subsidiary. Do the results seem misleading
> Sailmaster makes high-performance sails for competitive windsurfers. Below is information about the inputs and outputs for one model, the Windy 2000. Calculate the productivity in sales revenue/labor expense. Units sold 1,217 Sale price each $1,70
> What methodology is used to assess a client’s performance relative to the expectations of its customers or the performance of its competitors?
> Daily demand for a product is 60 units with a standard deviation of 10 units. The review period is 10 days, and lead time is 2 days. At the time of review, there are 100 units in stock. If 98 percent service probability is desired, how many units should
> Find examples where companies have used features related to environmental sustainability to win new customers.
> In manufacturing, quality measures are largely based on hard evidence. In health care, quality and service measures are largely based on what?
> What relationship is there between learning curves and productivity measurement?
> Why is simulation often called a technique of last resort?
> What do the expressions order winners and order qualifiers mean? What was the order winner(s) for your last purchase of a product or service?
> What are the pro and cons of relocating a small or midsized manufacturing firm (that makes mature products) from the United States to China?
> Why does the proper operations and supply chain strategy keep changing for companies that are world-class competitors?
> What are the major priorities associated with operations and supply chain strategy? How has their relationship to each other changed over the years?
> What is meant by triple-bottom-line strategy? Give an example of a company that has adopted this type of strategy.
> What are characteristics of efficient, responsive, risk-hedging and agile supply chains? Can a supply chain be both efficient and responsive? Risk-hedging and agile? Why, or why not?
> List at least three significant ways in which service systems differ from manufacturing systems.
> Some manufacturing firms contract with an outside company to manage the firm’s logistics functions. What is the general term for a firm that provides such services?
> What do we mean when we say productivity is a relative measure?
> Will the Human Resource Management (HRM) policies of a firm have much of an effect on the learning rates the firm may be able to achieve?
> Identify an operations and supply chain - related disruption that recently impacted a company. What could the company have done to have minimized the impact of this type of disruption prior to it occurring?
> What mode of transportation is limited to specialized products such as liquids and gases?
> Retailers Warehouse (RW) is an independent supplier of household items to department stores. RW attempts to stock enough items for a 98 percent service probability. A stainless steel knife set is one item it stocks. Demand (2,400 sets per year) is relati
> Hospitals are major users of poka-yoke (fail-safe) devices. Can you think of any?
> What is the term used to refer to the application of the scientific method to evaluate alternative treatment methods and create guidelines for similar clinical situations?
> Item X is a standard item stocked in a company’s inventory of component parts. Each year, the firm, on a random basis, uses about 2,000 of item X, which costs $25 each. Storage costs, which include insurance and cost of capital, amount to $5 per unit of
> S. L. P. Craft would like your help in developing a layout for a new outpatient clinic to be built in California. From analysis of another recently built clinic, she obtains the data shown in the following diagram. This includes the number of trips made
> Look at the job postings at http://www.apics.org and evaluate the opportunities for an OSM major with several years of experience. There are pages and pages of these in the APICS Career Center. Here are some examples: Global Active Ingredient Supply Pla
> Which major OSCM concept can be described as an integrated set of activities designed to achieve high-volume production using minimal inventories of parts that arrive at workstations exactly when they are needed?
> Order the following major concepts that have helped define the OSCM field on a time line. Use 1 for the earliest to be introduced, and 5 for the most recent. Supply chain management Manufacturing strategy de
> At times in the past, the dollar showed relative weakness with respect to foreign currencies, such as the yen, mark, and pound. This stimulated exports. Why would long-term reliance on a lower valued dollar be at best a short-term solution to the compe
> What is the difference between a service and a good?
> The learning curve phenomenon has been shown in practice to be widely applicable. Once a company has established a learning rate for a process, they can use it to predict future system performance. Would there be any reason to reevaluate the process’ lea

